Fabrik yang terkeluar daripada alat tenun tidak kelihatan sangat kemas - bahan mentah berwarna kelabu-coklat yang tidak rata, dengan gentian yang menonjol. Sebelum dicat atau dicelup, ia perlu melalui beberapa peringkat. Mereka dipanggil penamat.
Apakah kemasan kain
Kemasan fabrik adalah satu siri tindakan berturut-turut, akibatnya bahan yang dilepaskan terus dari alat tenun diubah menjadi siap. Tindakan ini adalah proses kimia, mekanikal dan fizikal yang meningkatkan penampilan, memberikan bahan sifat yang diperlukan, menghiasinya.

Ini adalah matlamat utama proses tekstil berbilang peringkat - untuk memberikan bahan penampilan yang boleh dipasarkan. Sudah tentu, untuk komposisi yang berbeza, kaedah pemprosesan khas mereka sendiri disediakan. Tetapi secara umum, untuk semua bahan, jenis kemasan kain berikut boleh dibezakan:
- pendahuluan;
- berwarna;
- muktamad;
- istimewa.
Penting! Pada setiap peringkat, adalah perlu untuk memantau rejim suhu dan perkadaran bahan kimia aktif dalam penyelesaian yang terlibat dalam operasi. Matlamat setiap daripada mereka adalah untuk meningkatkan sifat sambil mengekalkan kualiti serat secara maksimum.

Kemasan awal
Kemasan awal atau awal terdiri daripada menyediakan bahan sebelum mengecat atau memberikan bahan sifat yang diperlukan untuk kanvas yang diluntur. Tetapi sebelum penamat itu sendiri, adalah perlu untuk memeriksa kualiti bahan yang diterima untuk kerja, untuk membuat penolakan.
Kemasan bahan cotton
Fabrik yang mengandungi gentian kapas diproses dengan cara berikut:
- singeing - rawatan permukaan menggunakan obor gas atau logam cair di dalam palung; hujung yang menonjol dan serat berlebihan dikeluarkan (bahan yang kemudiannya tertakluk kepada tidur siang, seperti flanel, tidak dirawat dengan cara ini); permukaan menjadi lebih bersih dan licin;
- desizing - mengeluarkan sebatian pengukuhan dari permukaan benang (saiz); memberikan kelembutan dan keupayaan untuk menyerap air dengan lebih baik;
- mendidih - rendam dalam alkali untuk membasuh bahan organik; proses itu melembutkan kain, tetapi memberikan kanvas warna kelabu-coklat;
- pelunturan - penyingkiran pigmen semulajadi daripada gentian dengan rawatan dengan natrium hidroklorida;
- mercerization ialah rawatan khas fabrik dengan alkali untuk memberikan kelicinan dan kelembutan (contohnya, untuk fabrik satin);
- tidur siang - melepasi fabrik melalui mesin tidur siang khas untuk mendapatkan tidur siang di permukaan (untuk flanel, baize).

Kemasan kain linen
Penyediaan untuk pencelupan kain linen berikutnya dilakukan berdasarkan skema yang sepadan dengan kapas, tetapi dengan beberapa penyimpangan. Bahan linen melalui peringkat berikut:
- terik;
- desizing;
- mendidih - diulang 2-3 kali, setiap kali berikutnya menggunakan larutan alkali yang lebih lemah;
- masam - rawatan dengan larutan asid sulfurik untuk meningkatkan kesan pelunturan dan menghilangkan kekotoran;
- pelunturan - dijalankan dalam empat peringkat, berselang-seli dengan proses mendidih dan masam untuk pelunturan lengkap atau separa; mengikut tahap pelunturan, fabrik linen dihasilkan sebagai ¼ putih, separuh putih, ¾ putih dan putih sepenuhnya.

Kemasan kain bulu
Bahan bulu terbahagi kepada dua jenis: worsted dan kain. Bahan buruk adalah nipis, ringan, dengan corak jalinan benang yang jelas kelihatan di bahagian hadapan. Kain lebih tebal, dan mungkin mempunyai longgokan. Perbezaan sebenar menentukan pendekatan khas untuk penamat awal.
Kemasan kain buruk
Termasuk peringkat berikut:
- terik;
- mencuci - penyingkiran lemak haiwan dan bahan cemar lain;
- pengkarbonan - digunakan untuk 100% bahan bulu; melibatkan rawatan dengan larutan asid sulfurik diikuti dengan pengeringan dan pemanasan seterusnya; kekotoran asing dimusnahkan sepenuhnya, manakala gentian bulu kekal utuh;
- membancuh - rawatan ganti dengan air mendidih dan sejuk untuk melegakan tekanan dalam gentian dan menyebabkan pengecutan;
- penyahcatan basah - rawatan dengan air dan wap pada mesin penyahcatan untuk pemadatan.
Kemasan kain
Termasuk peringkat berikut:
- membasuh;
- pengkarbonan;
- membancuh;
- penyahcatan basah;
- bergolek - dijalankan untuk memberikan ketumpatan dan membentuk penutup terasa di permukaan;
- tidur siang;
- Ratinating ialah proses meletakkan cerucuk mengikut arah tertentu.

Kemasan kain sutera asli
Kain sutera menjalani langkah pemprosesan yang lebih sedikit, iaitu:
- mendidih - rawatan dalam air sabun pada 95°C selama 2 jam untuk menghilangkan pigmen dan bahan berlemak; semasa rawatan, bahan menjadi lembut;
- pelunturan - menggunakan hidrogen peroksida, bahan dilunturkan sehingga ia menjadi putih sepenuhnya.
Kemasan fabrik yang diperbuat daripada gentian kimia
Mereka diproses dengan cara yang sama seperti fabrik sutera semula jadi, tetapi prosesnya selesai dengan peringkat penstabilan - pendedahan fabrik yang diregangkan kepada wap; kaedah ini menghilangkan ketegangan dalaman dalam gentian dan membentuk struktur bahan untuk kegunaan selanjutnya.

Kemasan berwarna
Peringkat ini termasuk mewarna fabrik dan menerapkan corak dalam beberapa cara.
Pewarnaan kain
Semasa proses tindakan pigmen pada bahan, ia menukar warna asalnya. Ia termasuk peringkat berikut:
- penyerapan pewarna;
- penembusan jauh ke dalam gentian;
- membetulkan pewarna pada serat.
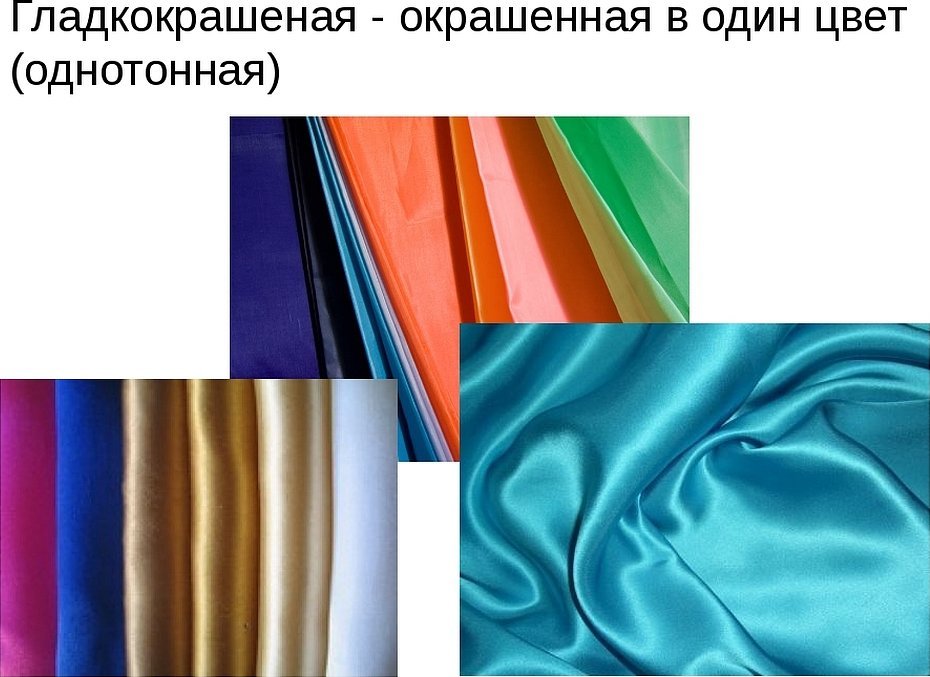
Bahan ini diresapi secara sama rata dengan pewarna, menghasilkan pewarnaan seragam di seluruh permukaan dan kedalaman bahan. Kain yang dicelup dengan cara ini dipanggil celup biasa.
Percetakan kain
Tetapi tidak semua fabrik harus dicelup dalam satu warna, untuk pengeluaran banyak produk perlu menggunakan corak, lukisan ke permukaan, untuk mewarna hanya sebahagian daripada bahan. Kaedah mengaplikasikan pelbagai corak pada fabrik dipanggil percetakan. Ia dilakukan dalam pelbagai cara:
- percetakan langsung - reka bentuk digunakan pada fabrik yang diluntur pada peringkat pra-kemasan atau pada permukaan yang dicelup biasa dengan warna terang;
- percetakan goresan - penggunaan kompaun goresan khas pada fabrik pra-dicelup, titik sentuhan berubah warna;
- percetakan rizab - lapisan pelindung digunakan pada kawasan bahan yang tidak dicat, kemudian kain itu dicat sepenuhnya; di tempat di mana lapisan rizab digunakan, kawasan yang tidak dicat kekal, yang membentuk corak;
Kaedah mengaplikasikan corak boleh manual atau mesin. Manual, sebagai peraturan, digunakan untuk mencipta item individu yang unik - tudung berjenama, alas meja. Dalam pengeluaran besar-besaran, percetakan mesin digunakan, yang mempunyai beberapa jenis:
- percetakan haba - reka bentuk yang digambarkan pada asas (substrat) digunakan pada bahan dengan cara sentuhan haba yang cepat;

- percetakan skrin sutera—memindahkan reka bentuk menggunakan stensil;
- digital—mencetak terus pada fabrik menggunakan pencetak inkjet;
- airbrushing - menggunakan reka bentuk menggunakan stensil dengan pistol semburan yang mengandungi bahan pewarna;

- Cat air - menggunakan reka bentuk pada kain lembap, yang menghasilkan kesan "cat air".
Penamat akhir
Kemasan akhir ialah peringkat akhir dalam menyediakan fabrik untuk memotong dan menjahit, melainkan jenis kemasan khas diperlukan. Ia menambah baik penampilan dan memudahkan kerja selanjutnya dengan bahan.
Kemasan akhir bahan kapas dan linen terdiri daripada kemasan, pelebaran, dan penyeterikaan: agen kemasan digunakan pada fabrik, yang terdiri daripada pelekat, pelembut, dan antiseptik; kain diratakan pada mesin tenter, herotan dihapuskan, dan benang pakan diluruskan; melalui mesin penekan kalendar, fabrik memperoleh ketumpatan, kerataan dan kelicinan.
Kain bulu melalui peringkat berikut:
- memotong - mengeluarkan gentian longgar atau memangkas longgokan;
- penamat;
- menekan—meluruskan dan menambahkan kilauan pada kain;
- Penuraian—rawatan wap akhir untuk membentuk dimensi linear yang stabil.
Kain sutera dirawat dengan larutan asid asetik 1% pada peringkat akhir, selepas itu ia dihantar untuk kering. Akibatnya, kain menjadi lembut dan fleksibel.
Bahan yang diperbuat daripada gentian tiruan dikeringkan pada mesin pengecut tenter jarum dengan ketegangan fabrik yang minimum.
Kemasan istimewa
Kemasan khas digunakan apabila fabrik perlu diberi sifat istimewa, untuk mencipta kesan khas atau untuk menghapuskan kecacatan yang sedia ada. Jenis kemasan khas termasuk rawatan berikut:
- tahan kelembapan;
- penghalau kotoran;
- antistatik;
- rawatan anti kedutan.
Pemprosesan sedemikian paling kerap digunakan untuk bahan yang digunakan untuk menjahit pakaian kerja atau pakaian untuk aplikasi industri khas - kimia, makanan.
Juga, kemasan khas membolehkan untuk memperbaiki dan menaungi sifat estetik kanvas. Timbul hiasan, metalisasi, gloss ditambah, corrugation dan varnis digunakan.
Corak kerawang boleh digunakan pada bahan tiruan, mencapai kesan renda yang subur. Bahan sedemikian boleh digunakan untuk menjahit kolar hiasan atau hem untuk pakaian.
Maklumat penting! Metalisasi melibatkan penggunaan lapisan nipis logam ke permukaan. Ini mungkin termasuk logam berharga seperti emas dan perak, yang membolehkan barangan mewah dihasilkan. Kini bahan ini sendiri boleh digunakan sebagai kain kemasan.

Selepas melepasi semua peringkat dan menyelesaikan semua proses, output adalah pelbagai bahan dengan semua sifat yang diperlukan. Ia memperoleh kualiti ini berkat kemasan pelbagai peringkat.



